
Effect of processing technique and coping thickness on fracture resistance of lithium disilicate copings
 0
0
Abstract
Aim: The purpose of this in vitro study was to determine the optimum margin thickness which allows more conservative tooth preparation, thus giving space for the veneer material and to evaluate the effect of the processing technique on fracture resistance of IPS e.max® copings.
Methods: Forty all lithium disilicate copings were divided into 2 equal groups according to the construction technique; twenty copings each (n = 20) per group. Each group was further subdivided into 2 equal subgroups according to the coping margin thickness; 0.5 mm and 0.7 mm (n = 10/subgroup). Two dies were prepared with 5 mm cervical diameter, 60° axial taper, and 5 mm occluso-cervical height with the non-anatomical occlusal table. Copings were constructed using heat pressing and CAD/CAM milling techniques, and were cemented on epoxy dies using RelyX™ Unicem resin cement. Samples underwent pre-loading in a cyclic manner equivalent to the average masticatory cycle. Afterward, samples were loaded until fracture using the same computer controlled material testing machine. Data were analyzed for each group using one-way analysis of variance (ANOVA) followed by a Tukey’s pairwise post-hoc test between the 2 coping thicknesses. P values which were 0.05 or less were considered statistically significant. Separate student t-tests was performed to detect the significance between the main groups. Finally, a two-way ANOVA was done to evaluate the effect of the processing technique, and the coping thickness on the fracture resistance.
Results: Effect of the construction technique revealed significant (P < 0.05) influence on the fracture resistance mean values of the ceramic copings (CAD > Press). Effect of thickness showed significant (P < 0.05) influence on fracture resistance mean values as well (0.7 mm > 0.5 mm).
Conclusion: Within the limitations of this study, the following conclusions could be drawn: the CAD/CAM technique showed improved strength over the heat pressed technique, regardless of the margin thickness of the ceramic coping, 0.5 mm thickness coping, constructed using both pressing and milling techniques, has sufficient strength to withstand the average masticatory forces in the premolar region (222 to 445 N).
Keywords
Introduction
The high-strength of all-ceramic restorations having different compositions, structures, and processing methods were introduced as an alternative to metal ceramic restorations in many applications.[1] IPS e.max® ceramics have become increasingly popular dental restorative materials due to their translucency and strength.[2] These all-ceramic restorations can be used as a substructure (core) to support the more fragile veneering ceramics in dental crowns.[3-5] However, few data in literature were mentioned about different coping margin thicknesses of the IPS e.max®. Further research thickness which allows more conservative preparation and gives space for the veneering material.
Increasing the fracture strength of all-ceramic restorations will increase their durability during function and decrease complications, such as secondary caries and periodontal diseases. There has been growing interest in ceramic restorations due to their optimal esthetics and biocompatibility.[6] However, their use is associated with several shortcomings. Chipping of the veneering porcelain is the most frequently encountered complication of all-ceramic restorations.[7] The second most common clinical failure may be the gross fracture of the restoration.[8] Several factors affect the fracture strength of all-ceramic restorations, such as preparation design, thickness, material of the core, microscopically heterogeneous material structure, force direction and magnitude, propagation of superficial cracks, and oral environment.[9] The core material and its thickness are the most influential factors on fracture strength.[6] Ceramic cores provide acceptable esthetics and translucency under all-ceramic restorations. However, veneering porcelain is often used to improve esthetics of all-ceramic restorations fabricated with CAD/CAM technology, which decreases the mechanical strength of crowns.[10,11]
The strength of ceramics can be increased by maximizing the crystalline content. However, a high degree of crystallinity may cause the material to appear opaque and to have a high value which may not be esthetically pleasing.[12] The degree of crystallinity is especially an issue in conservative tooth preparation when the core material will be more visible. Therefore, increasing the strength of the material without compromising its translucency was a challenging requirement in the development of IPS e.max®. This requirement was fulfilled by developing a crystalline phase that demonstrates optical properties that are similar to those of the glass phase.[13] The other problem is that although the high-strength material has great mechanical properties while the layering ceramic which it is veneered exhibits a much lower flexural strength and fracture toughness.[7]
CAD/CAM systems are rapidly gaining importance in dental practice because some of their products aim to combine esthetics with strength which will facilitate the development and the application of superior dental ceramics. The CEREC inLab machine has been successfully used for posterior crowns in clinical applications.[14] Patients are primarily concerned with improved esthetics and dentists are also interested in longevity of restorations regarding strength and margin fit.
Clinicians are still concerned with mechanical properties of the all-ceramic restorations. IPS e.max® restorations have gained popularity due to their excellent esthetics and biocompatibility. IPS e.max® core supports the ceramic veneering layer; thus, the core thickness may affect the gross fracture of restorations. Recently, a consensus has been reached regarding the ideal IPS e.max® CAD core thickness which will resist masticatory forces while providing optimal esthetics.[15] The aim of this study was to evaluate the effect of 0.5 mm and 0.7 mm thicknesses of lithium disilicate glass ceramic core on the fracture strength of the all-ceramic restorations.
Methods
A sensitivity test was performed to determine the power of the sample size used in this study. This power analysis is a 2 × 2 analysis of variance; the first factor (coping thickness) includes two levels and the second factor (processing technique) includes 2 levels. Post-hoc power analysis was performed based on the study results using 10 samples per subgroup and the alpha (α) level was (5%). Power was found to be 100% for both factors indicating that the sample size was adequate. Sample size calculation was performed using IBM SPSS Sample Power Release 3.0.1.[15]
Two specially designed stainless steel dies were prepared with the approximate dimensions of a ceramic crown coping preparation of a maxillary first premolar. The dies had the following specifications: 0.5 mm, and 0.7 mm finish line thicknesses, a 5-mm cervical diameter, a 6° axial taper, a 5-mm occluso-cervical height, a non-anatomical occlusal table, and a round shoulder finish line. An anti-rotational occluso-axial bevel (1 mm height, 45°) was made on the dies [Figure 1] to prevent rotation of the crown copings on the dies, and also to assure the exact reproducibility of placement of the crown copings. Two split copper counter dies were fabricated to be adapted precisely on the 2 master dies to ensure construction of wax patterns.
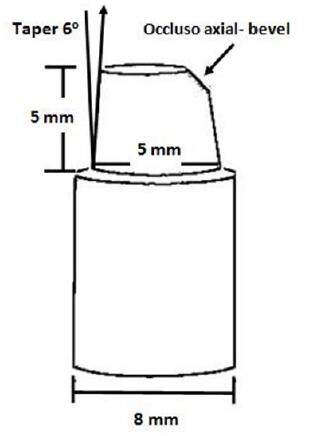
Figure 1. Schematic diagram showing standardized metal die preparation dimensions (axial view)
Forty all-ceramic lithium disilicate non-anatomical copings were constructed and divided according to construction technique into 2 equal groups, CAD and Press. Each consists of twenty copings (n = 20). The copings were constructed using heat pressing and CAD/CAM milling techniques [Table 1]. Each group was further subdivided into 2 equal subgroups according to the coping margin thickness, i.e. 0.5 mm and 0.7 mm thicknesses (n = 10). Subgroups were subjected to cyclic loading equivalent to the average masticatory cycle of (0.8-1.0 cycles/s). Two stainless steel master dies were machine milled to simulate the dimensions of a prepared maxillary first premolar to receive all ceramic non-anatomical copings.
Materials and construction techniques used
| Material | Composition | Technique | Manufacturer |
|---|---|---|---|
| IPS e.max Press | Lithium disilicate glass ceramic | Conventional lost wax (Injectable-heat-pressed) | Ivoclar Vivadent AG Schaan, Liechtenstein |
| IPS e.max CAD | Lithium disilicate glass ceramic | Machinable CAD/CAM | Ivoclar Vivadent AG Schaan, Liechtenstein |
Group 1: heat pressing technique (e.max press)
The non-anatomical wax pattern of the copings was fabricated ending at the finish line of the die by the aid of the counter split dies. An Iwanson wax caliper was used to ensure that all wax patterns had the required thickness of 0.5 mm and 0.7 mm at the margins of the copings. The thickness of the occlusal surface of the wax patterns were 1.5 mm. An axial sprue having a diameter of 3 mm and a length of 5 mm was attached at an angle of 45°-60°. The sprue was attached to the silicon ring base. Afterward, the ring was placed on the ring to check for a correct fit.
IPS e.max® special investment material was used according to the manufacturer’s instructions, which was premixed manually for 20 s until even wetting. The mixing was completed under vacuum for 60 s. The ring was filled with IPS e.max® special investment, and the investment was left to set for 1 h. Preheating the investment ring, including the Alox plunger but without placing the ingot in a conventional preheating furnace, was gradually preheated to a temperature of 250 °C for 30 min then increased to 1,100 °C for 60 min. After 4 h and 20 min, the wax was eliminated forming a mold.
The investment ring was removed from the preheating furnace. An ingot for the IPS e.max® Press was placed followed by the Alox plunger. The investment ring with the ingot and the Alox plunger were placed in the center of the EP600 furnace at a temperature 1,100 °C and at a pressure of 3.5 bar. Afterward, the investment ring was left to cool for 60 min at room temperature. The investment ring was then separated using a separating disc.
Rough divestment was carried out with a polishing jet medium using polishing alumina beads (type 100 μm) at 4 bar (60 psi) pressure. The fine divestment was performed using a fine diamond disc. This same disc was used to cut the sprue at 2 bar (30 psi) pressure. The reaction layer was removed from the pressed coping by immersing it in the Invex liquid (< 1.0% hydrofluoric acid) for a maximum of 30 min followed by water rinsing and sandblasting with Al2O3 (type 100 μm) at 1 bar pressure and ultrasonically cleaned. Marginal adaptation of the press copings on their corresponding metal dies were checked.
Group 2: CAD/CAM technique (IPS e.max® CAD)
CAD/CAM system (CEREC inLab) was used for the construction of copings using IPS e.max® CAD blocks. The stainless steel die was sprayed with light reflecting powder, and the die was secured on the tray of the inEos scanner for capturing an optical impression which took 14 min. A cylinder diamond 1.6 mm long was attached at the right side of the chamber, while a cone shape diamond XL stone was attached at the left side of the chamber the entire milling process of the full coverage crown coping lasted 20 min. The copings were then placed in the EP 600 Press furnace for approximately 30 min in which the crystallization process took place at a temperature of 865 °C.
A duplicate silicon impression for each master die was taken after mixing the base and catalyst to produce duplicates of the dies. Epoxy resin die material was prepared by mixing the two liquids according to the manufacturer’s instructions and then poured into a silicon duplicate of the metal. The surface of the epoxy resin dies were roughened by sandblasting from a distance of approximately 5 mm, at 1 bar with 100 μm alumina particles. The die cement space of 35 microns was provided.[15]
The cementation procedure steps were performed according to the manufacturer instructions. The fitting surfaces of the IPS e.max® copings were etched using 4.9% hydrofluoric acid porcelain etch for 30 s. Copings were water rinsed for 15 s and dried with oil-free air spray. Silane coupling agent was applied on the fitting surface of the copings for one minute followed by air dryness to ensure complete solvent evaporation. Aplicap™ capsule of self-adhesive universal resin cement was used which was mixed with high frequency mixing unit for 15 s.
The resin cement was evenly applied on the fitting surface of the crown coping. Then the copings were seated on the epoxy resin die [Figure 2]. A specially designed loading device was used under 3-kg weight for 6 min and then light cure was applied for 2 s to facilitate the removal of the excess cement. Excess cement was removed after using a dental scaler. Light curing of the cement was completed for 20 s for each surface.

Figure 2. Coping cemented on Epoxy resin die
All of the copings were mounted on a computer-controlled materials testing machine with a load cell of 5 kN then data were recorded using computer software. The samples underwent pre-loading in a cyclic manner 10,000 cycles at loads between a minimum 10 N to prevent lateral dislocation of load applicator and a maximum 89 N with a load profile in the form of a sine wave at a frequency of 1 Hz. The rate used was equivalent to the average masticatory cycle of (0.8-1.0 cycles/s). Force was applied with a metallic sphere of 6.8 mm diameter placed centrally at the occlusal surface of the coping samples attached to the upper movable compartment of the machine. All samples were loaded until fracture using the same computer controlled material testing machine. Load under compression was applied at a crosshead speed of 1 mm/min until failure [Figure 3].

Figure 3. Fracture of the crown coping
Numerical data were explored for normality by checking the distribution of data and using tests of normality (Kolmogorov-Smirnov and Shapiro-Wilk tests). Fracture resistance data showed parametric distribution. Data were presented as mean, median, standard deviation (SD), minimum, maximum and 95% confidence interval (95% CI) for the mean values. Two-way analysis of variance (ANOVA) was used to study the effect of processing technique, coping thickness and their interaction on mean fracture resistance. Bonferroni’s post-hoc test was used for pair-wise comparisons when ANOVA test is significant. The significance level was set at P ≤ 0.05. Statistical analysis was performed with IBM SPSS Statistics Version 20 for Windows.
Results
Statistical results revealed that the IPS e.max® CAD copings (0.7 mm) recorded the highest fracture resistance mean value (1,704.4 ± 240.5 N), while the IPS e.max® Press copings (0.7 mm) recorded a lower mean value (1,573.9 ± 107.3 N). IPS e.max® CAD copings (0.5 mm) recorded (1,343.1 ± 155.7 N) fracture resistance mean values and the IPS e.max® Press copings (0.5 mm) recorded the least fracture resistance mean value (933.0 ± 149.9 N).The mean and standard deviation of fracture resistance values in Newtons (N) are presented [Table 2].
Descriptive statistics of fracture resistance values in (N)
| Processing technique | Coping thickness | Mean ± SD | Median | Minimum | Maximum | 95% CI | |
|---|---|---|---|---|---|---|---|
| Lower bound | Upper bound | ||||||
| Press | 0.5 mm | 933.0 ± 149.4 | 899.5 | 789.7 | 1,143.3 | 840.40 | 1,796.59 |
| 0.7 mm | 1,573.9 ± 107.3 | 1,558.7 | 1,469.7 | 1,708.5 | 1,507.39 | 3,061.79 | |
| CAD | 0.5 mm | 1,343.1 ± 155.7 | 1,276.5 | 1,245.1 | 1,574.3 | 1,246.60 | 2,599.03 |
| 0.7 mm | 1,704.4 ± 240.5 | 1,776.4 | 1,359.4 | 1,905.5 | 1,555.34 | 3,288.96 | |
Two-way ANOVA results
The results showed that the processing technique and the coping thickness had a statistically significant effect on mean fracture resistance. The interaction between the two variables had no statistically significant effect on the mean fracture resistance; therefore, the variables are independent from each other [Table 3].
Two-way ANOVA results for the effect of different variables on mean fracture resistance in (N)
| Source of variation | Type III sum of squares | df | Mean square | F value | P value |
|---|---|---|---|---|---|
| Processing technique | 292,209.4 | 1 | 292,209.4 | 10.1 | 0.008 |
| Coping thickness | 1,004,347.2 | 1 | 1,004,347.2 | 34.6 | < 0.001 |
| Processing technique × coping thickness interaction | 78,147.0 | 1 | 78,147.0 | 2.7 | 0.127 |
Regardless the coping thickness, the Press group had fracture resistance mean value (1,253.5 ± 363.1 N) which was statistically significantly lower than CAD group that had mean value (1,523 ± 269.2 N) (P = 0.008).
Regardless the processing technique, 0.5 mm coping thickness coping had fracture resistance mean value (1,138.1 ± 260.8 N) which was statistically significantly lower mean fracture resistance than 0.7 mm that had mean value (1,639.1 ± 186 N) (P < 0.001).
Either with 0.5 mm or 0.7 mm coping thicknesses, the Press group showed statistically a significantly lower mean fracture resistance than CAD [Table 4].
Two-way ANOVA results for comparison between fracture resistance of different interactions in (N) (mean ± SD)
| Coping thickness | Press | CAD | P value (between techniques) |
|---|---|---|---|
| 0.5 mm | 933 ± 149.4 | 1,343.1 ± 155.7 | 0.005 |
| 0.7 mm | 1,573.9 ± 107.3 | 1,704.4 ± 240.5 | 0.048 |
| P value (between thicknesses) | < 0.001 | < 0.001 |
Discussion
The strength of ceramic crowns is influenced by the thickness of the ceramic material as well as the anatomy of the constructed crowns.[6] All the specimens of this study exhibited a similar microstructure. IPS e.max® consists of lithium disilicate glass ceramic (Li2O-2SiO2), and its microstructure has an interlocking pattern of many elongated crystals. It has been reported that the crystalline phases in these ceramic materials may act as crack stoppers to prevent crack propagation.[13] Clinically, all-ceramic restorations commonly fail through slow crack growth resulting from fatigue caused by masticatory stresses and repetitive occlusal contact.[9]
The heat-pressing process decreases inhomogeneities and porosities in the ceramic coping microstructure.[16] Luo et al.[17] reported that lithium disilicate crystals were different in the received material and the material that was heat pressed. This difference could be explained by the following: (1) the more homogeneous microstructure caused by forcing the softened ingot through a small diameter sprue; and (2) the dimensions of lithium disilicate crystals during thermal expansion increase almost till the melting point of the glass ceramic and after the heat-pressing procedure. IPS e.max® Press was recently introduced which has improved the physical properties and has produced greater translucency than the IPS Empress® 2.[18]
The CAD/CAM manufacturing technique has enriched dentistry with new ways of producing the core for all-ceramic restorations. This technique uses industrially produced homogenous blanks with minimal inherent flaws compared to the manual procedures. A pressure casting procedure is used to manufacture the presently investigated IPS e.max® CAD blocks which were used in this study. Optimized processing parameters prevent the formation of micro-structural defects.[14]
This study was conducted to evaluate the effect of the coping thickness and the processing technique on the fracture resistance of the IPS e.max® ceramic copings. Improvements in ceramic technology have taken the form of novel processing techniques.[19,20] These improvements, together with patient demand for superior esthetics, encouraged the selection of machinable and pressable ceramics for this study.
Due to partial crystallization, blocks are processed in an intermediate phase, which enables rapid machining with CAD/CAM systems. The partial crystallization process leads to the formation of lithium metasilicate crystals, resulting in high strength and good edge stability. Following the milling procedure, the material is tempered and thus reaches the final state. The CAD/CAM-fabricated IPS e.max® CAD system combines strength (flexural strength: 360 MPa, according to the manufacturer) with favorable esthetic properties such as translucency.[13] Also, machinable ceramics are considered more cost effective and can be fabricated in 1 to 2 h, which is time-saving.[21,22]
Machined stainless steel dies, to simulate upper first premolar preparation for an all-ceramic crown, were designed and fabricated with standard dimensions to allow accurate control of the variables of the preparation dimensions and degree of axial wall taper was 6°.[23] An anti-rotational occluso-axial bevel was made to assure the exact reproducibility of placement of the crown samples over their corresponding dies.[24]
Two different coping margin thicknesses were used in this study.[15] The first was 0.5 mm which was close to the wall thickness of metal copings as provided by the porcelain-fused-to-metal technology.[25] The thin wall of the copings allows more conservative preparations and provide enough space for veneering material.[26] The second margin thickness was 0.7 mm,[15,27] which was similar to manufacturer’s instructions. It was prescribed that wall thickness for copings to be 0.8 mm for lithium disilicate ceramic.
The copings were not veneered because the strength of the crown is mainly determined by the strength of it’s coping.[28,29] Loading veneered core crowns to fracture in vitro causes fracture of the veneering ceramic at first then core fracture.[30-32] The IPS e.max® Press copings were constructed following a standard procedure using a specially designed and fabricated counter split die for the purpose of standardization of wax pattern. Wax-ups were made for the copings which had round wax sprues 3 mm in diameter attached on each at angle 45° to the long axis.[33] IPS e.max® CAD copings were fabricated with the same standard dimensions as controlled by the CEREC Inlab software through scanning, designing and milling procedures.
The recommendations for a clinically relevant in vitro load-to-failure test for all-ceramic restorations described by Kelly were followed in this study.[34] Epoxy resin die material with an elastic modulus similar to dentin was used. It is easy to be constructed in a standardized way. Also, it represents a further challenge for the crown coping material, as the modulus of elasticity is low with a value of only 3-4 GPa.[35]
Regarding the effect processing techniques on fracture resistance of ceramic copings, significant differences were found as between IPS e.max® Press and CAD. The CAD copings had a higher mean fracture resistance than the Press copings. This is partially in agreement with a study conducted by Jung et al.[36] This higher fracture force can be explained by the fact that the industrially pre-fabricated In-Ceram core material has a more homogeneous microstructure and a 10% flexural strength than the conventional core material.
In regard to coping thickness, fracture load values for copings which had the lowest margin thickness (0.5 mm thickness) were above the average masticatory forces for the CAD group before and after cyclic loading tests. Clinically, dental restorations are subjected to cyclic forces ranging from (60 to 250 N) during function and up to (500 to 800 N) for short periods.[37] However, the range varies according to the location: maximum occlusal forces are 400 to 890 N in the molar region, 222 to 445 N in the premolar area, 133 to 334 N in the canine area, and 89 to 111 N in the incisor region.[38] The values for the Press group having the least margin thickness (0.5 mm) were below maximum occlusal forces in the molar area.
Among the limitations of this study, it was limited to uniaxial cyclic loading under dry conditions, thus not taking into account for the complex situation in the oral cavity. Moisture causes corrosion of ceramic materials favoring slow crack growth[39] and ultimately leading to fracture. Therefore it is mandatory that cyclic load testing is multi-directional and under wet conditions before clinical trials.[39,40] The forces of cyclic loading were vertical, and other lateral forces were not considered due to the loading machine limitations. The clinical implication of the results in this study should be limited to the vertical loading situation.[41] The followed testing protocol has been shown to correlate well with clinical studies assessing the performance of restorations over 5 years.[42]
In conclusion, within the limitations of this study, the following conclusions could be drawn: (1) CAD/CAM technique showed improved strength than heat pressed technique, regardless the thickness of the ceramic coping; and (2) 0.5 mm thickness coping, constructed using both pressing and milling techniques has sufficient strength to withstand average masticatory forces in the premolar region (222 to 445 N).
Acknowledgments
We thank Dr. Jon Wagner for his contribution in language editing and Prof. Dr. Tamer Hamza for his guidance, support and sharing his experience.
Financial support and sponsorship
None.
Conflicts of interest
There are no conflicts of interest.
Patient consent
Not applicable.
Ethics approval
Not applicable.
REFERENCES
2. Øilo M, Strand GV, Tvinnereim HM. Dental technicians experiences with all-ceramic extra-coronal restorations. Eur J Prosthodont Restor Dent 2006;14:174-8.
3. Seghi RR, Sorensen JA. Relative flexural strength of six new ceramic materials. Int J Prosthodont 1995;8:239-46.
4. Guazzato M, Albakry M, Ringer SP, Swain MV. Strength, fracture toughness and microstructure of a selection of all-ceramic materials. Part II. Zirconia-based dental ceramics. Dent Mater 2004;20:449-56.
5. Guazzato M, Albakry M, Ringer SP, Swain MV. Strength, fracture toughness and microstructure of a selection of all ceramic materials. Part I. Pressable and alumina glass-infiltrated ceramics. Dent Mater 2004;20:441-8.
6. Bindl A, Mormann WH. Marginal and internal fit of all-ceramic CAD/CAM crown coping on chamfer preparation. J Oral Rehabil 2005;32:441-7.
7. Lin WS, Ercoli C, Feng C, Morton D. The effect of core material, veneering porcelain, and fabrication technique on the biaxial flexural strength and Weibull analysis of selected dental ceramics. J Prosthodont 2012;21:353-62.
8. Gonzaga CC, Okada CY, Cesar PF, Miranda WG Jr, Yoshimura HN. Effect of processing induced particle alignment on the fracture toughness and fracture behaviour of multiphase dental ceramics. Dent Mater 2009;25:1293-301.
9. Wildgoose DG, Johnson A, Winstanley RB. Glass /ceramic/refractory technique, their development and introduction into dentistry. A historical literature and review. J Prosthet Dent 2004;91:136-43.
10. Boening KW, Wolf BH, Schmidt AE, Kastner K, Walter MH. Clinical fit of Porcera Allceram crowns. J Prosthet Dent 2000;84:419-24.
11. Ottl P, Piwowarczyk A, Lauer HC, Hegenbarth EA. The Porcera AllCeram system. Int J Periodontics Restorative Dent 2000;20:151-61.
13. Anusavice KJ, Zhang NZ, Moorhead JE. Influence of colorants on the crystallization and mechanical properties of lithia-based glass-ceramics. Dent Mater 1994;10:141-6.
14. Lin WS, Ercoli C, Feng C, Morton D. The effect of core material, veneering porcelain, and fabrication technique on the biaxial flexural strength and Weibull analysis of selected dental ceramics. J Prosthodont 2012;21:353-62.
15. Jalalian E, Shirian A, Jafarpour E, Hajighadimi M, Shamshirgar F. The effect of lithium disilicate glass-ceramic core thickness on fracture thickness of all-ceramic restorations. Br J Med Med Res 2016;14:1-8.
16. Oh SC, Dong JK, Lüthy H, Schärer P. Strength and microstructure of IPS Empress two glass-ceramic after different treatments. Int J Prosthodont 2000;13:468-72.
17. Luo XP, Watts DC, Wilson NH, Silsons N, Cheng YQ. Microstructure and mechanical property of a new IPS-Empress 2 dental glass-ceramic. Zhonghua Kou Qiang Yi Xue Za Zhi 2005;40:147-9.
18. Höland W, Schweiger M, Frank M, Rheniberg V. A comparison of the microstructure and properties of the IPS Empress 2 and the IPS Empress glass-ceramic. J Biomed Mater Res 2000;53:297-303.
20. Dundar M, Gungor MA, Cal E. Mutildisciplinary approach to restoring anterior maxillary partial edentulous area using an IPS Empress two fixed partial denture. J Prosthet Dent 2003;89:327-30.
21. Torabi K, Ahangari AH, Salehi S, Motamedi M. A comparison of fracture resistance of zirconia copings made with CAD/CAM technology and slip casting technique. J Dent 2011;12:327-33.
22. Wiedhahn K. From blue to white: new high-strength material for Cerec IPS e.max CAD LT. Int J Comput Dent 2007;10:79-91.
23. Rosenstiel SF, Land MF, Fujimoto J. Contemporary Fixed Prosthodontics. 3rd ed. Mosby; 2002. pp. 180-92.
24. Goodare CJ, Campagni WV, Aquilino SA. Tooth preparations for complete crowns: an art form based on scientific principles. J Prosthet Dent 2001;85:363-76.
25. Lehner CR, Mänchen R, Schärer P. Variable reduced metal support for collarless metal ceramic crowns: a new model for strength evaluation. Int J Prosthodont 1995;8:337-45.
26. Bichacho N. Cervical contouring concepts: enhancing the dentogingival complex. Pract Periodont Aesthet Dent 1996;8:241-54.
27. Gilberto A, Danilo C, Burak T. Fracture loads of all-ceramic crowns under wet and dry fatigue conditions. J Prosthodont 2009;18:649-55.
28. Guazzato M, Proos K, Sara G, Swain MV. Strength, reliability and mode of fracture of bilayered porcelain/core ceramics. Int J Prosthodont 2004;17:142-9.
29. Guazzato M, Proos K, Quach L, Swain MV. Strength, reliability and mode of fracture of bilayered porcelain/zirconia (Y-TZP) dental ceramics. Biomaterials 2004;25:5045-52.
30. Lawn BR, Deng Y, Thompson VP. Use of contact testing in the characterization and design of all-ceramic crown like layer structures: a review. J Prosthet Dent 2001;86:495-510.
31. Wakabayashi N, Anusavice KJ. Crack initiation modes in bilayered alumina/porcelain disks as a function of core/veneer thickness ratio and supporting substrate stiffness. J Dent Res 2000;79:1398-404.
32. Deng Y, Miranda P, Pajares A, Guiberteau F, Lawn BR. Fracture of ceramic/ceramic/polymer trilayers for biomechanical applications. J Biomed Mater Res A 2003;67:828-33.
33. Bindl A, Lüthy H, Mörmann WH. Thin-wall ceramic CAD/CAM crown copings: strength and fracture pattern. J Oral Rehabil 2006;33:520-8.
34. Kelly JR. Clinically relevant approach to failure testing of all ceramic restorations. J Prosthet Dent 1999;81:652-61.
35. Scherrer SS, de Rijk WG. The fracture resistance of all-ceramic crowns on supporting structures with different elastic moduli. Int J Prosthodont 1993;6:462-7.
36. Hwang JW, Yang JH. Fracture strength of copy-milled and conventional InCeram crowns. J Oral Rehabil 2001;28:678-83.
37. Drummond JL. Ceramic behavior under different environmental and loading conditions. In: Eliades G, Eliades T, Brantley WA, Watts DC. Dental Materials In Vivo: Aging and Related Phenomena. Carol Stream: Quintessence; 2003. pp. 35-45.
38. Anusavice KJ, Phillips RW. Phillips' Science of Dental Materials. 12th ed. Philadelphia: Saunders; 2013. p. 67.
39. Peterson IM, Wuttiphan S, Lawn BR, Chyung K. Role of microstructure on contact damage and strength degradation of micaceous glass ceramics. Dent Mater 1998;14:80-9.
40. Jung YG, Peterson IM, Kim DK, Lawn BR. Lifetime-limiting strength degradation from contact fatigue in dental ceramics. J Dent Res 2000;79:722-31.
41. Zahran M, El-Mowafy O, Tam L, Watson PA, Finer Y. Fracture strength and fatigue resistance of all-ceramic molar crowns manufactured with CAD/CAM technology. J Prosthodont 2008;17:370-7.
Cite This Article
Export citation file: BibTeX | RIS
OAE Style
Riad MH, Younis JF, Zaghloul HH. Effect of processing technique and coping thickness on fracture resistance of lithium disilicate copings. Stomatological Dis Sci 2017;1:14-21. http://dx.doi.org/10.20517/2573-0002.2016.13
AMA Style
Riad MH, Younis JF, Zaghloul HH. Effect of processing technique and coping thickness on fracture resistance of lithium disilicate copings. Stomatological Disease and Science. 2017; 1: 14-21. http://dx.doi.org/10.20517/2573-0002.2016.13
Chicago/Turabian Style
Riad, Mohamed H., Jihan F. Younis, Hanaa H. Zaghloul. 2017. "Effect of processing technique and coping thickness on fracture resistance of lithium disilicate copings" Stomatological Disease and Science. 1: 14-21. http://dx.doi.org/10.20517/2573-0002.2016.13
ACS Style
Riad, MH.; Younis JF.; Zaghloul HH. Effect of processing technique and coping thickness on fracture resistance of lithium disilicate copings. Stomatological. Dis. Sci. 2017, 1, 14-21. http://dx.doi.org/10.20517/2573-0002.2016.13
About This Article
Copyright

Author Biographies

Data & Comments
Data
0

 Cite This Article 2 clicks
Cite This Article 2 clicks

 Like This Article 0
likes
Like This Article 0
likes






Comments
Comments must be written in English. Spam, offensive content, impersonation, and private information will not be permitted. If any comment is reported and identified as inappropriate content by OAE staff, the comment will be removed without notice. If you have any queries or need any help, please contact us at support@oaepublish.com.